Making Torpedo Levels
2019
Group Project
This was our group final project we completed at school for a CNC manufacturing class. The whole semester we had been learning G-code and completing smaller projects and portions of this project leading up to the final phase. Our group chose to design and manufacture a torpedo level and all the fixtures to hold it during its various machining processes. The final portion of this project was to manufacture the holding fixture and 6 levels in two days in the machine shop. The milling machine we used for this was a Hass VF-1.
Throughout the semester we had been working on the design in Solidworks and converting the designs to G-code using SolidCAM. One of my responsibilities for this project was designing the holding fixture for the level.
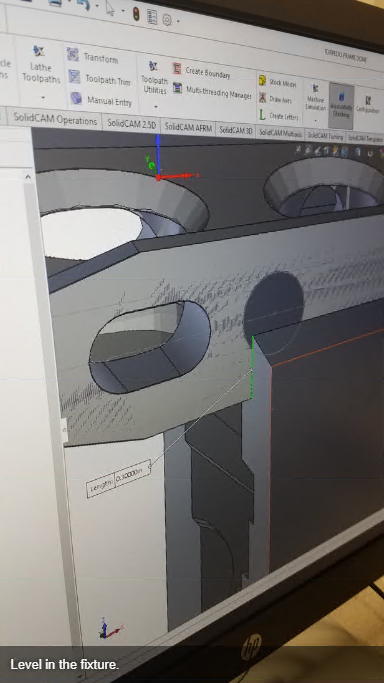
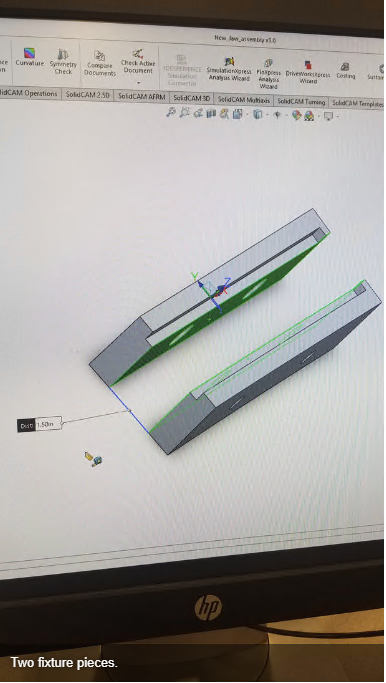
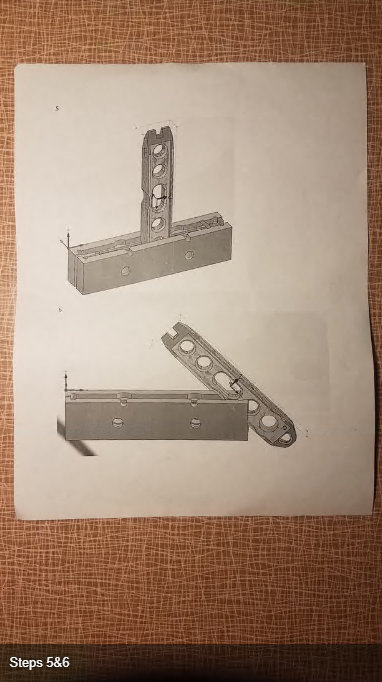
Fixture pieces with detail.

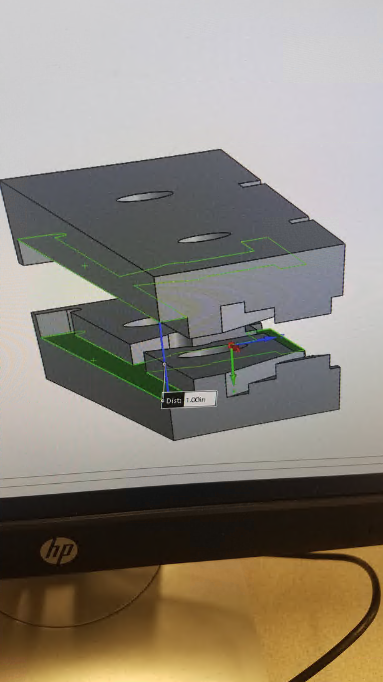
Two jaws, view from above.
A few lessons learned.
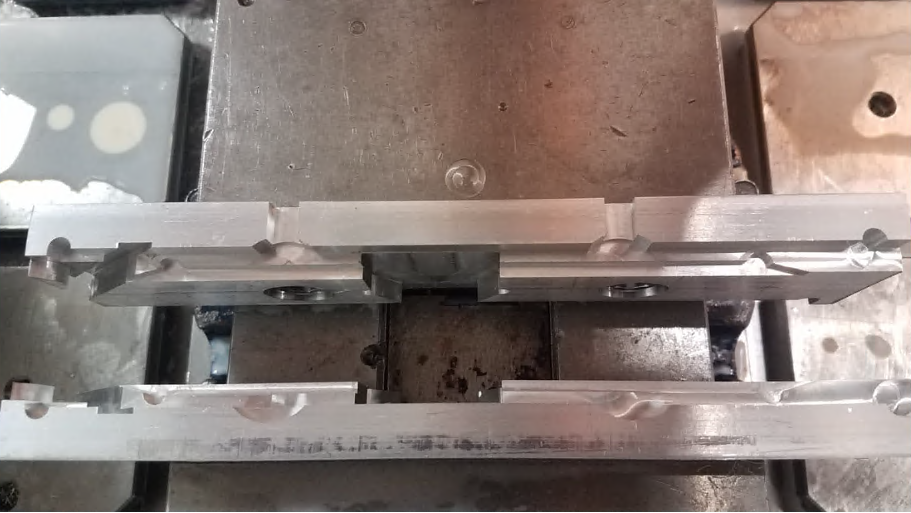
One of the problems we encountered was that when we would make changes to the level or one of the parts thereof we would need to update the holding fixture as well. We thought we had it all worked out but then we went to install the jaws onto the machine and found that we could not flip the jaws over and install them upside down to perform operations 3&4. I came up with a solution to use a 2" machined block to offset the work piece so we could use the top side of the jaws but this meant also rewriting some of our code.
Machined offset block.
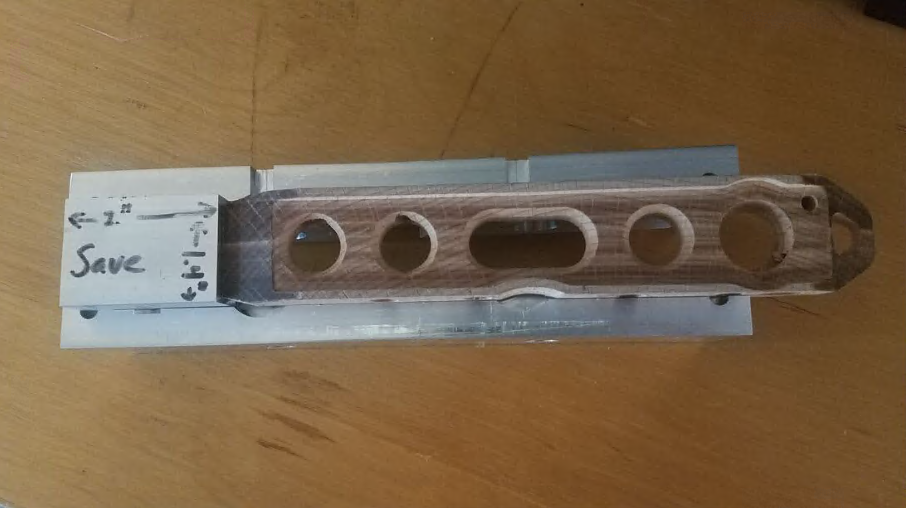
Machined offset block in fixture.
To prevent wasting aluminum material we did a test run with a block of wood to make sure our code and procedure would work properly. That is the wood piece seen in the second photo above.
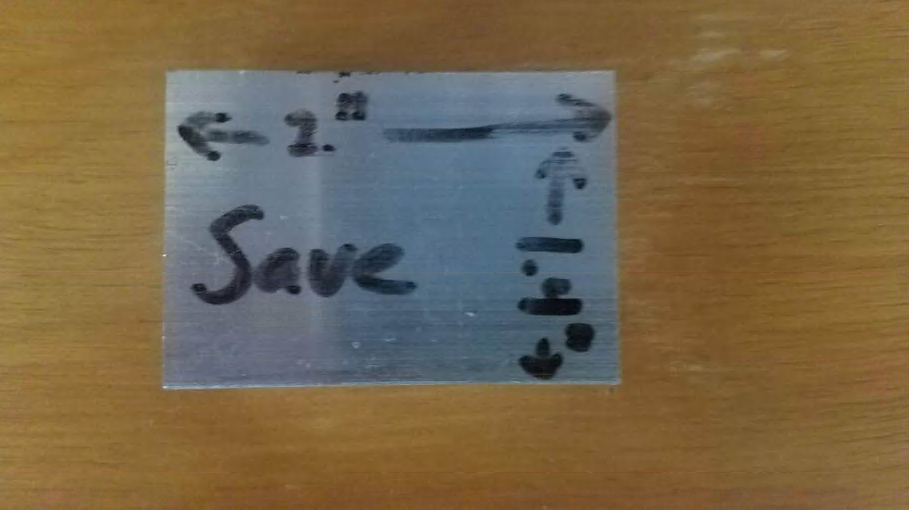
A problem we encountered when running the wood block through was that when we went to move the level through the different stages of machining we realized that the level could accidentally be put in backwards in the fixture between step 1 & 2. To remedy this problem we didn't have a lot of time so we simply printed out some pictures demonstrating the orientation or the part in the fixture and whichever one of us was operating the CNC machine would just reference the picture after every switch. This would reduce errors on adjacent steps as well.
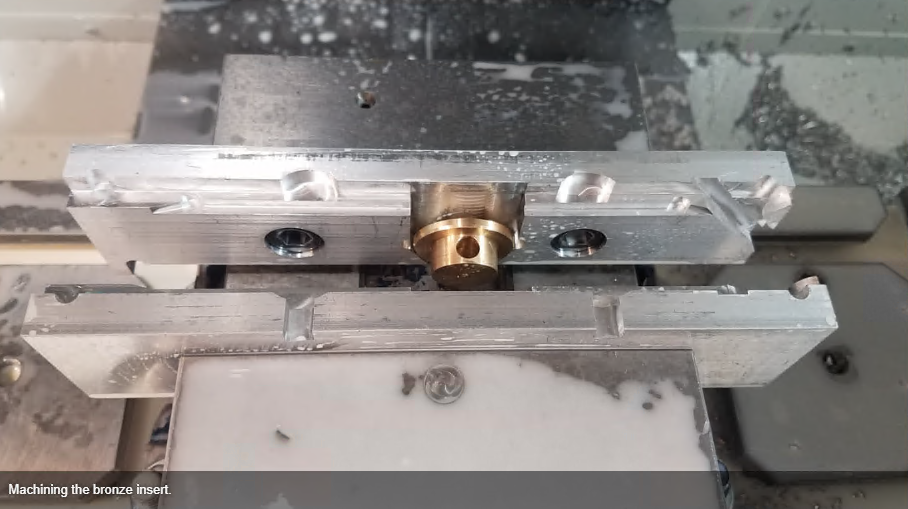
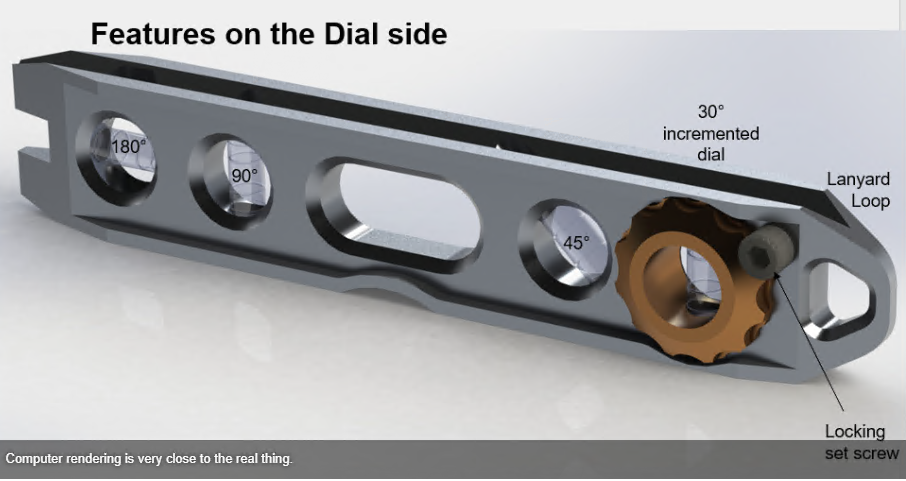
Our level had a unique feature: one of the bubbles could be adjusted in increments of 30° Degrees. This bubble was set in a bronze ring with an adjustment screw. This required using the lathe to cut the round stock initially then the mill to finish the drilling and cutting operations. This added complexity, time and cost to our project but we deemed it to be worth the extra effort and cost to make something unique, functional and cool looking.


Summary
In summary for this project it took about 1.5 hrs per level to machine a complete level. At a shop rate of $75/hr it would cost about $114 per level for the labor and $18 per level for the materials for a total cost of about $132 per level.
There is much that could be done to refine this product and process to make it much more efficient which would lower the production time and cost and bring it to a level (ha! pun intended) that would be acceptable for production and resale. One of the things that could be done is to rewrite the code to make it more efficient. We found that the solidCAM program does not make the most efficient paths and sometimes adds random excessive paths that are unnecessary. We estimate that by refining the code we could save at minimum 20-30 minutes per level.

Overall this was an amazing experience to see something go from an idea, to a plan, to a finished product and to work with such a talented team of individuals. None of us could have done this alone, this is something that could only be done by a team. Some of the problems we ran into could only have been found by actually starting the process and refining as we went.
One of my biggest takeaways from this project was that no matter how long you take to prepare for an event there will always be problems that arise in the process and how your team reacts to those problems can make or break a production. Weighing costs vs. benefits and taking swift action allowed us to continue without too much interruption.